

SCREW LOADER
Lumps or thick flakes, once crushed, are conveyed into the single screw extruder via a screw loader. Inside the extruder, they undergo compression and plasticization while a vacuum system eliminates volatiles and moisture. Following this, the material is filtered through a filtration system before being pelletized into granules. The typical capacity of this process varies based on the different screw diameters of the single screw extruder, ranging from 100kg/h to 1000kg/h. The loading motor power is 2.2 kW. The conveying pipe is constructed using stainless steel material, with an inner thickness of 2mm and a diameter of 102mm.

MAIN FEEDER (VOLUMETRIC)
The system will transport materials into the extruder. A stirring screw is in place to prevent blockages at the feeder's base. Additionally, a feeding hopper equipped with a level indicator is included.
For material compounding, optional side feeders are available.

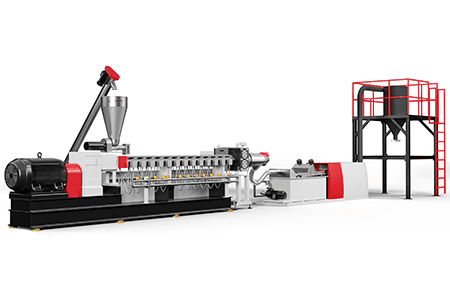
Parallel Twin Screw Extruder TT-ATE
The ATE Parallel Twin Screw Extruder delicately plasticizes the materials. Our distinctive bi-metal twin-screw extruder offers superior homogenization efficiency and an extended lifespan.

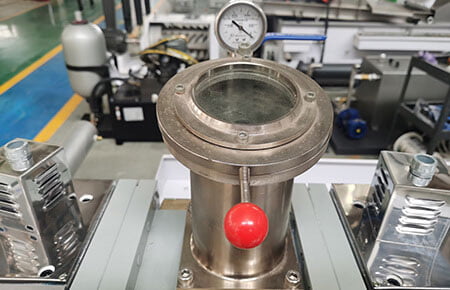
SILO LIGHT TUBE
You can monitor the machine's operational status.

GEARBOX
The gearbox decreases the motor speed to match the screw shafts' speed and transmits it to the two output shafts. It operates with low noise and delivers high torque output.
VACUUM DEGASSING SYSTEM
The vacuum system removes volatiles from the agglomerates, enhancing the quality of the granules. It includes a one-channel valve to prevent water from flowing back.

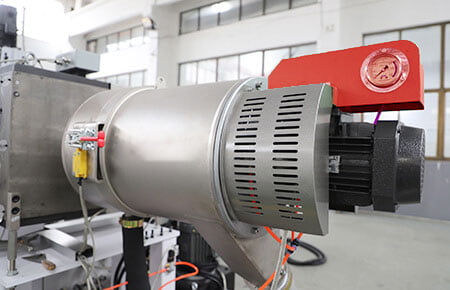
INFRARED HEATERS
The cast copper heater is simple to assemble and disassemble. It heats up quickly, reducing energy waste.

SOFT WATER COOLING SYSTEM
The input and output pipes are made of stainless steel. Manual valves regulate the flow rate of the cooling water, while solenoid valves control the opening and closing of water flow for cooling purposes.

NONE-STOP PISTON TYPE FILTER
- You can opt for a standard single-plate/piston double-station screen changer or a continuous non-stop double plate/piston four-station changer at the extruder head for exceptional filtration performance.
- Extended screen lifespan and reduced screen change frequency: The large filter areas contribute to longer-lasting filters.
- User-friendly and continuous operation: Screen changes are quick and easy, allowing the machine to keep running without interruptions.
- Very minimal operating costs.

PLATE TYPE FILTER
The Plate type filter is designed in a continuous format using two filter plates. At least one filter remains operational during screen changes. Additionally, a ring-shaped heater ensures consistent and stable heating throughout the process.

SELF CLEAN FILTER
This model incorporates our in-house developed self-cleaning filter. The new SCF self-cleaning filtration system enables continuous recycling extrusion, particularly effective for re-pelletizing highly contaminated materials. The SCF filtration system is capable of managing and eliminating up to 5% contaminants in the molten flow, separating contaminants such as paper, wood, aluminum, unmelted plastic, and rubbers, among others.
WATER RING PELLETIZING SYSTEM
- The pelletizing head self-adjusts to ensure the best granule quality and prolonged uptime by consistently maintaining correct blade pressure.
- The RPM of the rotary blades adjusts automatically based on the pressure from the extruding melt.
- Swift and effortless pelletizer blade changeovers save time as they don’t require additional adjustment work.

UNDER-WATER PELLETIZING SYSTEM
An extensively automated pelletizing system designed for materials with high Melt Flow Index (MFI) and demanding production capacities. This system comprises a pelletizer, valve, conveying pipeline, dewatering vibrating screen, and silo.

VIBRATION DRY
- The advanced dewatering vibration sieve, combined with a horizontal-type centrifugal dewatering system, delivers highly efficient dried pellets and reduces energy consumption.
- Sieves are assembled using screws instead of welding, allowing for easy future replacement or changes.

PLASTIC PARTICLES
The final output consists of plastic particles, which can be recycled to produce high-quality plastic products once again.

PACKING SYSTEM
- This area stores the final qualified granules. The combination of the drying shaker and the horizontal centrifuge achieves effective drying with reduced energy consumption.
- It features capacity online monitoring and a quantitative weighting system for accurate measurement and control of production volumes.

ADVANTAGES
- Lower investment costs for a high-quality and durable machine.
- Low energy consumption with a high production output.
- Available overseas installation and training services.
- Machine warranty with spare parts stocked for prompt delivery.


